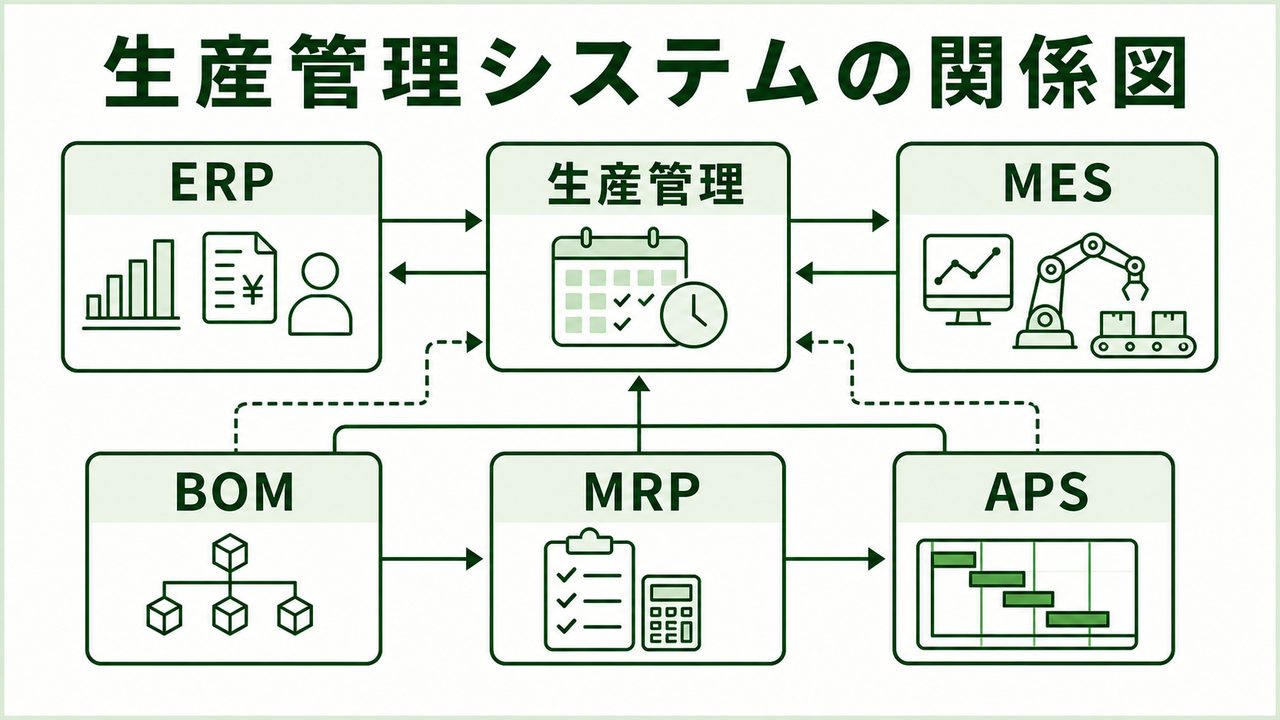
この記事の要点と詳しい解説先
| 項目 | 内容 |
|---|---|
| この記事の位置づけ | 設備稼働率・生産性管理 |
| 要点 | 平均稼働率は、設備の忙しさではなく、収益性、負荷平準化、保全、ボトルネック管理を読むための指標です。 |
| 次に読むべき内容 | 詳しい解説は下記の柱ページ・関連ガイドで確認してください。 |
海外の投資情報サイトで企業の「平均稼働率」という指標が取り上げられていました。この指標は、製造業における設備稼働率や操業度と密接に関連しており、工場の収益性を測る上で極めて重要な意味を持ちます。本稿では、この「稼働率」という指標を多角的に捉え、日本の製造業が生産性を向上させるための視点について解説します。
稼働率とは何か:製造業におけるその意味
稼働率とは、生産能力に対して実際にどれだけの生産が行われたかを示す割合です。サービス業などでは「Occupancy Rate(占有率)」という言葉が使われることもありますが、製造業においては一般的に「設備稼働率」や「操業度」といった言葉で管理されます。この数値は、工場の固定費をどれだけ効率的に製品原価に転嫁できているかを示すバロメーターであり、損益分岐点分析においても中心的な役割を果たします。稼働率が低い状態は、高価な生産設備が遊休していることを意味し、単位あたりの固定費負担が増加するため、収益性を直接的に圧迫する要因となります。
時間だけではない、稼働率の多面的な評価
現場で「稼働率」というと、単に設備が動いていた時間の割合(時間稼動率)を指すことが多いかもしれません。しかし、より実態に即した生産性を評価するためには、より深い分析が求められます。例えば、国際的な指標であるOEE(Overall Equipment Effectiveness:設備総合効率)は、稼働率を以下の3つの要素に分解して捉えます。
- 時間稼働率:計画された生産時間のうち、実際に設備が稼働した時間の割合。故障や段取り替えによる停止時間が影響します。
- 性能稼働率:設備が稼働している間に、本来の設計速度に対してどれだけの速度で生産できたかの割合。チョコ停や速度低下がロスとなります。
- 良品率:生産された製品のうち、不良品や手直し品を除いた良品の割合。品質の安定性が問われます。
OEEはこれら3つの要素を掛け合わせることで算出され、単に設備が「動いている」だけでなく、「本来の性能で、かつ良品を」生産できているかを総合的に評価することができます。日本の製造現場が得意とするTPM(全員参加の生産保全)活動などは、まさにこのOEEの考え方に基づいた改善活動と言えるでしょう。
稼働率向上への具体的なアプローチ
稼働率、特にOEEを向上させるためには、現場での地道な改善活動が不可欠です。代表的なアプローチとしては、段取り替え時間を短縮するSMED(シングル段取り)、チョコ停を分析し撲滅する活動、故障を未然に防ぐための予防保全・予知保全、そして生産計画の平準化による手待ち時間の削減などが挙げられます。これらの活動は、現場の作業者や保全担当者が主体となり、日々の気づきを改善に繋げていくことが成功の鍵となります。IoT技術などを活用して設備の稼働データを正確に収集・分析することも、近年では有効な手段となっています。
経営視点での稼働率の最適化
一方で、稼働率を最大化することが常に最善の経営判断とは限りません。需要を無視して稼働率の向上だけを追求すれば、過剰在庫を抱えるリスクが高まります。市場の需要が減少している局面では、あえて稼働率を落とし、人員を教育訓練や改善活動に振り向けるといった判断も必要になるでしょう。重要なのは、稼働率を「目的」とするのではなく、市場の需要と同期させながら、キャッシュフローや在庫レベルとのバランスを取る「手段」として捉えることです。工場の生産能力と市場の要求をいかにして最適に結びつけるか。そこに経営層や工場長の腕の見せ所があると言えます。
日本の製造業への示唆
今回の考察から、日本の製造業が改めて留意すべき点を以下に整理します。
1. 稼働率の質的評価の徹底
単なる時間稼働率だけでなく、性能や品質を含めた設備総合効率(OEE)で現場の実力を評価することが重要です。これにより、真のボトルネックがどこにあるのかを特定し、的確な改善に繋げることができます。
2. 現場主導の改善活動の継続
稼働率の向上は、現場の知恵と工夫の結晶です。SMEDやTPMといった日本が世界に誇る改善手法を愚直に継続し、デジタル技術をその補助線として活用していく姿勢が、競争力の源泉となります。
3. 需要連動型の生産体制構築
稼働率の最大化が目的化しないよう、常に市場の需要を起点とした生産計画を立てるべきです。生産、販売、在庫の情報を全社で共有し、サプライチェーン全体で最適化を図る視点が、これからの製造業経営には不可欠です。